湖北數控木工封邊機廠家
發布時間:2024-11-15 00:24:05
湖北數控木工封邊機廠家
的機械故障:主要有傳動失靈,涂膠不勻,送料故障和切刀故障等,主要檢查各機械部件的完好情況和牢固部位,傳動部位是否發生偏移。的粘接故障:如粘不住、跑偏、夾帶等,這是一個綜合性故障,與膠軸、封邊帶、溶膠、基材和操作有關。這種故障可能交替出現,也可能單一出現,具體維修要視情況而定。

湖北數控木工封邊機廠家
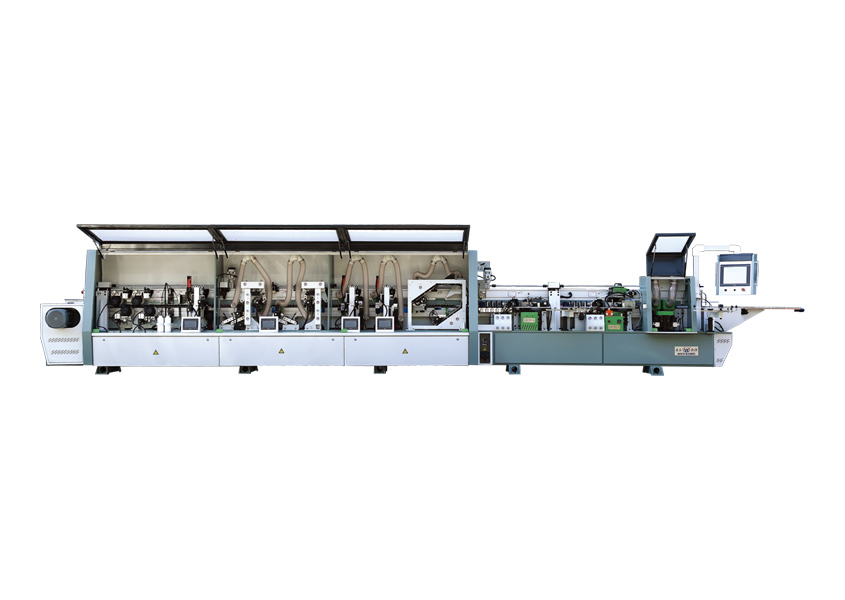
主要包括機身、各加工部組、控制系統。加工組件主要有:預銑、涂膠、封邊、齊頭、粗修、精修、仿形跟蹤、刮邊、拋光、開槽。主要用于板式家具的板材封邊。其特點是自動化、高效率、高精度和美觀度。半自動封邊機可一次性完成輸送封邊板、送封邊帶、上下銑邊、拋光工作的操作。半自動的功能少,只能完成封邊帶的簡單封邊。對于質量嚴格有要求的廠家,則只能選擇全自動封邊機。半自動封邊機帶有預熱、涂膠、修邊、刮邊、拋光等功能。功能很多,主要有:預銑、涂膠、封邊、齊頭、粗修、精修、跟蹤、刮邊、拋光、開槽等,其特點是自動化、高效率、高精度、和美觀度。這些功能也根據各個型號來劃分,有的比較簡單,帶有涂膠、齊頭、精修、刮邊、拋光等功能,有的比較全面,幾乎所有功能都有,這些都是根據客戶的基材,板材來選購的。

湖北數控木工封邊機廠家
的側壓輪調試,側壓輪的進出可通過側壓輪后方的星形手柄來進行調節,調節時,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉--側壓輪退出;逆時針方向旋轉--側壓輪前進,一般以在封工件時側壓輪后退1-3mm左右為宜,調試好后必須鎖緊緊固桿。側壓輪壓力通過壓力調節閥來調節,壓力一般為1.5-5bar.壓力過大,易把工件從輸送帶上頂移位,工件的前端易出現掉角現象,壓力過小,封出的邊粘結不好,造成返工。壓力的調節還應根據工件的厚薄、長短、寬窄和封邊帶的厚薄、寬窄來調節,一般以封出的工件能達到質量要求即可。壓輪太靠前,工件前端也易掉角,同時前鋸切不好,到粗、精修和刮刀處,有些地方修不好邊。壓輪太靠后,封出的邊粘結不好,邊帶很容易撕掉,甚至工件上沒有封邊帶。

湖北數控木工封邊機廠家
目前常見的也可以被叫做曲直線雙面涂膠木工封邊機,適用于曲直線封邊,對室內裝修,家居裝飾有很好的美化作用,是裝修行業里普遍應用的機器。在木門生產廠家里也比較常見,對于封邊來說,熱熔膠的上膠時間和上膠時的溫度直接決定了封邊程序的成敗,比較考驗操作工人的經驗。首先,大家需要知道的是,封邊熱熔膠的開放時間指封邊機從涂膠開始,到把封邊條壓貼到基材之前一段時間,開放時間隨著膠種的不同而不同。的進料速度和開放時間緊密相關。二者在熱熔膠的選擇和使用時都非常重要。快速進料的封邊機選擇開放時間短的熱熔膠,反之,則選開放時間長的熱熔膠。對于大多數封邊機,由于工人手工操作,要求所用熱熔膠的開放時間足夠長,以便于對彎曲部件封邊。熱熔膠一般涂布在封邊帶上,為了保證封邊質量,國產封邊機也有采用雙面涂膠的辦法。封邊機膠溫度一般控制在180℃以下,所以要用使用溫度在180℃以下的熱熔膠。如果在封邊機上封0.2mm的薄PVC ,則選擇低溫熱熔膠。
湖北數控木工封邊機廠家
適用于中密度纖維板、細木工板、實木板、刨花板、高分子門板、膠合板等直線封邊修邊等,可一次性具有雙面涂膠封邊帶切斷封邊帶粘合壓緊、齊頭、倒角、粗修、精修、刮邊拋光等功能,封邊細膩、光滑、手感好,封線平直光滑。該設備運行穩定、可靠耐用、價格適中,尤為適合于大中型家具,櫥柜等板式家具的廠家使用。適用于中密度纖維板、細木工板及刨花板的直線封邊,可一次性完成輸送封邊板、送帶、上下銑邊、拋光工作的自動生產線。其產品的主要性能達到甚至超過國內同類產品的先進水平,且價格低廉,尤為適合于生產板式家俱的廠家使用。

湖北數控木工封邊機廠家
封邊作業是板式家具制造過程中的一道重要工序,家具企業所使用的在使用過程中經常會成為生產瓶頸,同時也易造成封邊質量不穩定。通過科學的優化手段提高封邊機的生產效率,不僅可以為平衡人機工作量、安排生產日程和計劃提供依據,也可以為企業選擇適合自己的設備提供參考。從工業工程的角度看,影響生產效率的因素無外乎人、機、物三方面。正常情況下,由2人操作(主輔操作手各1人),根據實際加工情況人手也會作相應增加(如加工大幅面零件)。不同熟練程度的操作手其生產效率顯然會不同,但人員素質的提高有賴于培訓和長期的經驗積累,這一點無法通過技術手段在短時間內有效加以完成,所以我們將提高生產效率的關注點放在機和物上。